¿Qué potencia de láser necesito para cortar acero, inoxidable o aluminio?
En el mundo del corte láser es fácil caer en una idea simple: cuanta más potencia, mejor. Y sí, la potencia importa mucho. Una máquina de 6 kW puede cortar espesores y velocidades que una de 3 kW no alcanza con la misma facilidad. Una de 12 kW abre todavía más posibilidades. Pero la potencia no lo explica todo. En corte láser, tener más energía sin control es como tener un coche muy potente con neumáticos malos: puede correr, pero no necesariamente producir bien.
La potencia necesaria depende de varios factores: material, espesor, calidad deseada, gas de asistencia, cabezal, lente, tipo de boquilla y estabilidad de la máquina. No es lo mismo cortar acero al carbono con oxígeno que inoxidable con nitrógeno. Tampoco es igual cortar una chapa fina a alta velocidad que una plancha gruesa donde la prioridad es que el corte atraviese con el menor exceso de escoria posible.
En acero al carbono, el oxígeno permite cortar espesores importantes porque participa en la reacción térmica. Por eso, en chapas gruesas, se usan presiones más controladas y enfoques positivos para estabilizar el proceso. En inoxidable y aluminio, al trabajar normalmente con nitrógeno, la máquina depende más de la capacidad de fundir y expulsar el material. Allí la presión, el caudal y la potencia disponible se vuelven decisivos.
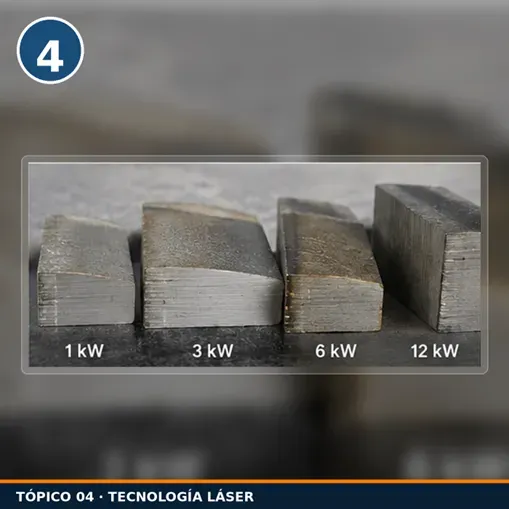
Una máquina de 3 kW puede ser excelente para espesores finos y medios. Puede cortar acero al carbono de varios milímetros con buena productividad y también inoxidable o aluminio en rangos razonables. Pero si una empresa trabaja a diario con espesores altos, una potencia mayor reduce tiempos y da más margen. Una de 6 kW suele ser un punto muy interesante para producción industrial versátil. Una de 12 kW o superior se justifica cuando hay volumen, espesores más altos o necesidad de mucha velocidad en materiales medios.
Ahora bien, más potencia también exige más disciplina. La óptica debe estar impecable, el gas debe ser suficiente, la máquina debe evacuar humos correctamente y el operador debe controlar perforaciones, esquinas, foco y estabilidad térmica. En potencias altas, un error pequeño puede convertirse en una lente dañada, una boquilla sobrecalentada o un corte muy irregular.
Por eso la pregunta correcta no es solo “¿cuántos kW necesito?”, sino “¿qué materiales corto cada semana, qué espesores son habituales, qué acabado exige mi cliente y cuánto tiempo de producción quiero ahorrar?”. Si el 80 % del trabajo es chapa fina, tal vez no tenga sentido pagar por una potencia extrema. Si el trabajo real son espesores gruesos o grandes series, quedarse corto puede salir caro en horas de máquina y piezas rechazadas.
Una buena decisión mezcla datos técnicos y realidad de taller. Las tablas de parámetros sirven como referencia inicial, pero la selección final debería considerar el mix de producción, el coste del gas, el espacio, la extracción, el mantenimiento y el soporte. La potencia es importante, sí. Pero la rentabilidad llega cuando esa potencia encaja con el trabajo real.
Idea clave: Más potencia ofrece más capacidad y velocidad, pero solo es rentable si encaja con los materiales, espesores, gases y necesidades reales de producción.